The bottle preform and its heating, pre-blowing (positi […]
The bottle preform and its heating, pre-blowing (position, pressure and flow), stretching rod, high-pressure blowing (pressure, position) and mold and other processes will affect the production speed of the bottle making machine.

1. Preform
Preforms, also known as parisons, are injection molded PET pellets. It requests that the proportion of recycled materials cannot exceed 10%, and the number of recycling cannot exceed twice. Preforms after injection molding or preforms that are reused after heating must be cooled for more than 48h, and the preform storage time used cannot exceed 6 months. Different consumption dates, especially preforms that are too long, cannot be mixed. The types of raw materials used for preforms, the proportion of secondary materials mixed and the residual stress in the preforms are different, and these factors have a serious impact on the blow molding process, and should be viewed in detail according to the actual situation.
2. Heating
The heating of the preform is completed by the heating furnace, which is set manually and adjusted automatically. The height of the heating furnace is about 25mm, and it is about 19.6mm away from the delivery wheel. The preform continuously runs through the entire oven on the escort wheel, so that the preform is heated more evenly and can be better shaped, which overcomes the defects of uneven heating caused by static preheating and manual rotation of the preform. However, if the heating furnace is not adjusted properly, it will result in uneven distribution of the thickness of the bottle being blown up and down (such as light and heavy), the bottle mouth becomes larger and exceeds the standard, and the product defect such as the hard neck will cause the torsion fault of the mechanical parts. The temperature of each area can be adjusted in detail according to the molding condition of the product, and at the same time, the opening status of the oven lamp should be considered. In addition, the setting of the oven output power also has a great influence on the heating of the preform, which controls the heat output of the entire oven. When the machine is not turned on for a long time, when it is turned on again, the initial output power should be set higher accordingly, and then gradually reduced to the normal state during normal consumption. The output power is generally about 80%, especially when the ambient temperature is below 5 ℃. The effect is more significant.
Blowing bottle consumption process and consumption environment temperature also have a certain relationship, the ambient temperature is usually room temperature (about 22 ℃) is appropriate. If the temperature is too high, the product is prone to agglomeration. If the temperature is too low, the product performance will be unstable when the machine is started. Detailed operations should be adjusted according to the actual situation and experience.
3. Pre-blow
The role of pre-blowing in the blowing process is to give the preform a shape, and at the same time, the longitudinal strength of the preform is increased by the longitudinal stretching of the stretching rod. The whole process is that the pre-blowing cam pushes the three-way valve to the pre-blowing position during the bottle blowing process, and is completed by the one-way valve. Pre-blowing position, pressure and flow can all affect the quality of the bottle.
Location: The pre-blowing position is early, and the bottom center of the bottle will be skewed and thinned, the thickness of the foot will be uneven and white, the top and bottom will be light, the neck will be hard, and the bottom will penetrate. It will show defects such as light weight and heavy weight, thickening of the center point, and depression.
Air flow The pre-blowing air flow is controlled by a one-way valve, which is generally suitable for 3-4 turns. The air flow is large, the bottom is heavy, the center point is thin and biased, the feet are whitish, and the wall thickness is uneven; the air flow is small, the center point becomes thick, and the weight of the segmented parts exceeds the standard.
Pressure: The pre-blowing pressure is preferably 0.8-1MPa. When the pressure is high, it may form an upper weight and a lower weight, the center point is skewed, the wall thickness of the foot is uneven, whitish, etc.; when the pressure is low, it cannot be fully stretched, the bottom is heavy, and the center point is thick.
The molding conditions of the foot and center of the bottle have a great influence on the quality of the bottle. Improper adjustment often causes fatal defects such as burst bottles (under normal experimental conditions) and leakage.
4. Stretching rod
The stretch rod is installed to stretch the heated preform while pre-blowing with the cooperation of pre-blowing. It is reset after high-pressure blowing and before exhaust. The stretching rod must be able to move vertically vertically and smoothly during the bottle blowing process, the driving pressure is 0.55-0.8MPa, and the gap with the bottom mold is 2.3-2.5mm, that is, the thickness of the preform is 1/3-1/2. If the gap is too large, the center point of the bottom of the bottle will be offset; if the gap is too small, the center point will become thin.
5. High pressure blowing
The role of high-pressure blowing is to make the melt fully stretch, close to the mold wall, so that the bottle is fully formed, and at the same time stop the lateral stretching, improve its lateral strength. The main factors of its influence are location and pressure.
High-pressure blowing pressure is usually 3.7-4MPa, which is determined by its molding characteristics and the nature of the filled beverage (carbon dioxide). There are two positions, that is, the position of high-pressure gas and the position of exhaust. The time between the two is the pressure holding time during molding. The length of this period has a great impact on the stability of the bottle capacity. The lack of high-pressure gas is likely to cause improper bottle formation and lack of foot blowing.
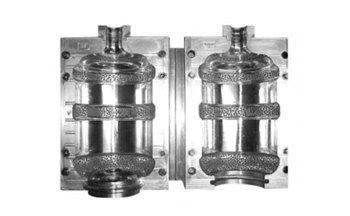
6. Mould
Mold is one of the important factors affecting bottle blow molding. The bottle body is a half mold, and the bottom of the bottle is independent, which is a typical blow molding mold. During the consumption process, the mold must be kept at a constant temperature, clean, and the vents are unobstructed.
When the mold heating and cooling system is faulty, it will show defects such as bottleneck distortion, bottle tilt, volume, height change, and bottom becoming heavier; maintaining mold temperature can also prevent mold surface condensation.