At present, most of the blow molding machines are still […]
At present, most of the blow molding machines are still two-step blow molding machines, that is, plastic raw materials must be made into preforms before being blown. Nowadays, environmentally friendly PET materials are commonly used.

1. The principle of bottle blowing
The blowing process of the blow molding machine is divided into two parts
1. Warm up
The preform (embryo) is irradiated by an infrared high-temperature lamp to heat and soften the bad (embryo) part of the preform (embryo). Cooling device.
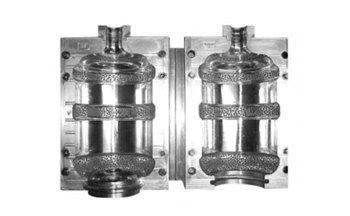
2. Blow molding
At this stage, the preheated preforms (preforms) are placed in the blow molds that have been prepared, and high-pressure inflation is performed in them. Blow the preform (preform) into the desired bottle.
The automatic blow molding machine completes the two operations of blowing the bottle through the operation of the manipulator, eliminating the process of manually putting the preheated preform into the blow mold in the middle. Greatly speed up the production rate.
Second, the technological process of the bottle blowing machine
The blow molding process of the bottle blowing machine is a bidirectional stretching process. In this process, the PET chain is bidirectionally extended, oriented and arranged, thereby increasing the mechanical properties of the bottle wall and improving the tensile, tensile and impact strength. And has a good air tightness. Although stretching helps to increase strength, it cannot be over-stretched. The stretch-blow ratio should be controlled: do not exceed 3.5 to 4.2 in the radial direction and 2.8 to 3.1 in the axial direction. The wall thickness of the preform should not exceed 4.5mm.
Blowing bottles are carried out between the glass transition temperature and the crystallization temperature, generally controlled between 90 to 120 degrees. In this interval, PET shows a high elasticity, and it becomes a transparent bottle after fast blow molding, cooling and setting. In the one-step method, this temperature is determined by the cooling time in the injection molding process (such as the Aoki bottle blowing machine), so it is necessary to connect the relationship between the injection and blowing two stations.
During the blow molding process: stretching-one blow-two blows, the time of the three actions is very short, but it must be well coordinated, especially the first two steps determine the overall distribution of the material, and the quality of the blow bottle. Therefore, it is necessary to adjust: the starting time of drawing, the drawing speed, the starting and ending time of pre-blowing, the pre-blowing pressure, the pre-blowing air flow, etc. If possible, it is best to control the overall temperature distribution of the preform The temperature gradient of the inner and outer walls of the billet.
In the process of rapid blow molding and cooling, there is induced stress in the bottle wall. For aerated beverage bottles, it can resist internal pressure, which is good, but for hot-filled bottles, it is necessary to ensure that it is fully released above the glass transition temperature.